


@pezzo. ne smatram da sam nešto posebno pametan ono što sam predložio sa FREKVENTNIM REGULATOROM je tehničko rešenje koje daje naj elegantnije rešenje za promenu brzine. Ne kažem da je i najeftinije. To rešenje daje mogućnost da ima kontinualnu promenu broja obrtaja u jednom režinu a ima i mogućnost da se podese barem 5 unapred regulisanih brzina. Cena za takav regulator je oko 200 evrića. I kako stolart sam kaže čovek neće da se zeza sa premeštanjem kaiša za svaku promenu brzine, kao što muj je radio otac, prema tome najbolje rešenje sam i predložio iako ne i naj jeftinije i kako narod kaže ne moš je ...... a da ti neuđe.
a evo čovek prodaje nadsolni frezer kome je taj regulator crkao viewtopic.php?id=5487
Електромотор
Frezeri se proizvode jedno 100 godina i ne verujem da ti silni proizvodjaci po Svetu ne bi primenili bolje resenje ako znaju da postoji. Ako on hoce da eksperimentise, niko mu ne brani. Tako se i dolazi do inovacija...bule wrote:I kako stolart sam kaže čovek neće da se zeza sa premeštanjem kaiša za svaku promenu brzine, kao što muj je radio otac, prema tome najbolje rešenje sam i predložio iako ne i naj jeftinije...
a evo čovek prodaje nadsolni frezer kome je taj regulator crkao viewtopic.php?id=5487
To na linku nije frezer nego stari pantograf.
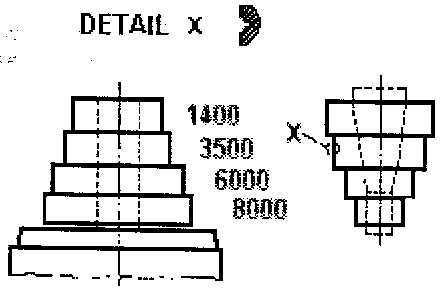
@stolart, kod mene je 3~ 2,2kw/2800 (1400/3500/6000/8000) i nista mu ne fali, sasvim mi zadovoljava potrebe.
Ako mislis da je dovoljna samo jedna brzina kao sto si napisao, u nekim slucajevima zadovoljava, ali na racun brzog tupljenja alata i cesceg ostrenja. Frezeri sa jednom brzinom obicno su na 5500-6000 o/min a glodala za njih bi trebala da budu bar sa 4 zuba.
-
miloscale

- Majstor majstora
- Posts: 779
- Joined: 08 Sep 2011 00:29
- Location: petrovac na mlavi
- Contact:
ipK misli da je u pitanju nadstoni frezer a ne pantograf mada i nije nesto bitnoPezzo wrote:Frezeri se proizvode jedno 100 godina i ne verujem da ti silni proizvodjaci po Svetu ne bi primenili bolje resenje ako znaju da postoji. Ako on hoce da eksperimentise, niko mu ne brani. Tako se i dolazi do inovacija...bule wrote:I kako stolart sam kaže čovek neće da se zeza sa premeštanjem kaiša za svaku promenu brzine, kao što muj je radio otac, prema tome najbolje rešenje sam i predložio iako ne i naj jeftinije...
a evo čovek prodaje nadsolni frezer kome je taj regulator crkao viewtopic.php?id=5487
To na linku nije frezer nego stari pantograf.
@stolart, kod mene je 3~ 2,2kw/2800 (1400/3500/6000/8000) i nista mu ne fali, sasvim mi zadovoljava potrebe.
Ako mislis da je dovoljna samo jedna brzina kao sto si napisao, u nekim slucajevima zadovoljava, ali na racun brzog tupljenja alata i cesceg ostrenja. Frezeri sa jednom brzinom obicno su na 5500-6000 o/min a glodala za njih bi trebala da budu bar sa 4 zuba.
ali ipak je mnogo bolja varijanta da bude motor sa dve brrzine da se menja na prekidacu nego da se menjaju remenice i da se stavlja frekventni regulator





Evo ovako: Dvobrzinski elektromotori se mogu posmatrati kao dva motora u jednom kućištu. Namotaji su motani tako da je za jednu brzinu motano sa jednim brojem takozvanih polova, a za drugu brzinu sa drugim brojem polova. Brzina kod asihonih motora je definisana frekvencijom mreže (kod nas 50Hz i to nemožemo menjati, sem pomenutim frekventnim regulatorom) i brojem polova elektromotora. U praksi na klemberu elektromotora ima 6 izvoda obično je gornji red jedna brzina (jedan od dva motora) a donji red druga brzina, Å to znači na gornja tri kontakta na klemberu spajaš jedan kabel sa sklopke a na donji red opet tri kontakta drugi kabel sa druge sklopke. Komandni napon dovodiš na sklopke preko prekidača 1-0-2 i tako vršiš izbor brzine na motoru. Svi dvobrzinski motori su znači spojeni u trougao odnosno trebaju ti 3 faze i uzemljenje bez nule za svaku brzinu. Za proveru pre spajanja treba proveriti sa instrumentom otpornost između kontakata na klemberu tako da gornji red kontrolišeš instrumentom i pri tome otpornost između svaka dva pojedinačna treba da bude između 16 do 40 Oma i treba da bude ujednačena u sva tri merenja. Otpornost prema donjem redu kontakata treba da bude beskonačna, ista procedura važi i za donji red kontakata.