


Postovani forumaši,
sačem medijapan 19 mm i 16 mm sa emax-ovom masinom i obradnim motorom od 2 kw.Kupovao sam dvoperno glodalo od 6mm reznim delom i duzina reznog dela je 25 mm.U dva navrata mi puca glodalo.Glodalo je sa prihvatom od 8mm i reznim delom od 6 mm.Pukotina je u oba slucaja na prelazu izmednju tela i reznog dela glodala.Masina je bila podesena na minimum posmak.Kako da podesim masinu,to jest broj obrtaja i posmak masine da bi napravio idealno sečenje,da nebi dolazilo do pregrevanja glodala,i da nebi opterecivao glodalo.
Unapred Hvala
Sečenje medijapana

Jesi li sjekao iz vise prolaza ili iz jedog?
Za tanja glodala gledaj da iz jednog prolaza ne ides u dubinu preko 50% sirine alata, u tvom slucaju preko -3mm
Brzina oko1200-1600 mm u min
Brzina obradne glave od 16000-24000 obrtaja u min
To radis sa vidija glodalima.Jer se hss brzo istupi.
Iz jedog prolaza mozes samo sa kompresovaim, po mogucnosti dijamantskim glodalima, minimum Fi 12mm pa na vise.
Za tanja glodala gledaj da iz jednog prolaza ne ides u dubinu preko 50% sirine alata, u tvom slucaju preko -3mm
Brzina oko1200-1600 mm u min
Brzina obradne glave od 16000-24000 obrtaja u min
To radis sa vidija glodalima.Jer se hss brzo istupi.
Iz jedog prolaza mozes samo sa kompresovaim, po mogucnosti dijamantskim glodalima, minimum Fi 12mm pa na vise.
Kad se spava, spavam. Kad se jede, jedem. Kad se radi, ne smetam.
-
nessnikola
- Brzi dodavač alata
- Posts: 5
- Joined: 22 Apr 2015 11:41
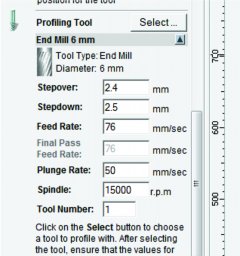
Ovo su parametri podeseni u Art Cam programu.Mogu da ih promenim ako zelim.
Po ovim parametrima sam sekao
Stepover 2,4
Stepdown 2,5
Feed Rate 75 mm/sek
Plunge Rate 50mm/sek
Spindle 15000

Po ovim parametrima sam sekao
Stepover 2,4
Stepdown 2,5
Feed Rate 75 mm/sek
Plunge Rate 50mm/sek
Spindle 15000
Last edited by nessnikola on 22 Apr 2015 18:29, edited 1 time in total.
Feed Rate 75 mm/sek; to je prebrzo.
to ti je 4500 mm u min
Probj s 1200-1500 mm u min (20mm u sek-25mmu sek) ..
Pretanka je Fi 6mm za brze rezanje.
Spindlu podesavas po preporuci pproizvodjaca glodala to je od 15-24000 obrtaja u min.
Da bi brze isjecao moras imati kompresovana glodala, minimum Fi 12mm pa na vise
PS:( Ukoliko hvali neko slovo, to mi tastatura blokira)
to ti je 4500 mm u min
Probj s 1200-1500 mm u min (20mm u sek-25mmu sek) ..
Pretanka je Fi 6mm za brze rezanje.
Spindlu podesavas po preporuci pproizvodjaca glodala to je od 15-24000 obrtaja u min.
Da bi brze isjecao moras imati kompresovana glodala, minimum Fi 12mm pa na vise
PS:( Ukoliko hvali neko slovo, to mi tastatura blokira)
Last edited by hak1 on 22 Apr 2015 20:03, edited 1 time in total.
Kad se spava, spavam. Kad se jede, jedem. Kad se radi, ne smetam.
-
nessnikola
- Brzi dodavač alata
- Posts: 5
- Joined: 22 Apr 2015 11:41
Ova tema čuva glavu.
Jesu li ta komprimovana solid tungsten carbide ili kako ga CMT skraćeno zove HWM?
Kod CMTa najdeblje je 911.620.11 25x 12mm u 8mm prihvatu ili recimo 912.580.11 31x 8mm u 8mm prihvatu. Nisu strasne cene. Valjda 19-20e.
Ja sam sasvim slucajno prosecao 8 i 19mm krugove sa dobrim 18mm glodalom i tek sad vidim da je sreca sto se nisam dohvatio 6 i 8 mm kineza...
Jesu li ta komprimovana solid tungsten carbide ili kako ga CMT skraćeno zove HWM?
Kod CMTa najdeblje je 911.620.11 25x 12mm u 8mm prihvatu ili recimo 912.580.11 31x 8mm u 8mm prihvatu. Nisu strasne cene. Valjda 19-20e.
Ja sam sasvim slucajno prosecao 8 i 19mm krugove sa dobrim 18mm glodalom i tek sad vidim da je sreca sto se nisam dohvatio 6 i 8 mm kineza...